Цинкование – процесс обработки цинком металлоконструкций для защиты от воздействия кислорода и агрессивных сред. Цинк создаёт оксидную плёнку на поверхности металла, которая первая вступает в реакцию коррозии и таким образом сохраняет железо.

Железо взаимодействует с влагой или воздухом и окисляется, образуя рыхлую, пористую ржавчину. Она беспрепятственно пропускает кислород к поверхности металла, и разрушение продолжается.
Однако если покрыть металл слоем цинка, он образует с железом гальваническую пару. Обладая более высокой химической активностью, цинк выступает в роли анода – то есть первым отдаёт электроны и подвергается коррозии, тем самым защищая основной металл. Этот механизм известен как электрохимический, анодный или активный.
Помимо электрохимической защиты, цинковое покрытие выполняет также барьерную (пассивную) функцию. Образующаяся на поверхности оксидная пленка не пропускает к металлу влагу и кислород. Такая плёнка со временем увеличивает плотность, а также самовосстанавливается при незначительных повреждениях.
Методы цинкования делятся на холодные и горячие; отличаются способом нанесения цинкового покрытия. “Горячие” виды цинкования предполагают погружение изделия в расплавленный цинк в том или ином виде, а холодное цинкование – нанесение цинксодержащего состава на поверхность металла.
Горячее цинкование – это самый распространённый в промышленности способ, при котором изделие полностью погружается в горячий цинк.
Метод горячей оцинковки изделий обеспечивает наибольшую антикоррозийную защиту за счет толстого слоя цинка: до 60 лет в агрессивных промышленных условиях и до 120 лет в бытовых условиях и на свежем воздухе.
Оцинковка по Сендзимиру – вид горячего цинкования. При обработке листовых лотков методом Сендзимира металлические листовые лотки предварительно не подготавливают, а сразу обрабатывают проточным способом: не погружают, а протягивают через ванны с цинком.
В итоге слой получается тонкий – толщина всего 10-20 мкм, но обработка изделий идет быстрее, а себестоимость кратно ниже.
Гальваника – электрохимический метод, в котором изделие погружают в раствор, содержащий соли цинка. Когда через раствор протекает ток, цинк распадается, и его ионы оседают на поверхности металла, образуя защитное покрытие.
Гальванический метод часто используется в декоративных целях, так как конечное покрытие недостаточно устойчиво.

Шерардизация, или термодиффузионное цинкование – метод нанесения диффузионного цинкового слоя на металлические изделия, при котором их помещают в закрытую печь вместе с цинковым порошком и нагревают при температуре ниже температуры плавления цинка. В результате цинк и верхний слой металла сплавляются в прочное интерметаллидное покрытие.
, источник: www.magnific.com")
Метод, при котором на предварительно загрунтованную поверхность наносится лакокрасочное покрытие с высоким содержанием цинка – 92 – 96%. Для холодного цинкования используются те же инструменты, что и для обычных покрасочных работ: аэрозольный баллончик, кисть, шпатель или краскопульт.

Этим способом напыление цинка на металл производится в потоке газа или плазмы. Распыляемый цинк нагревается, измельчается и переносится на обрабатываемую поверхность горячим потоком, где, остывая, формирует защитное покрытие.
Газотермический метод применяется в ручном и в автоматическом режиме, однако из-за технологических ограничений непригоден для крепежа, резьб, внутренних поверхностей диаметром менее 500 мм.
Готовое цинковое покрытие может быть дополнительно подвергнуто хроматированию, или пассивированию – погружению готового изделия в растворы хромовой кислоты или её солей. В результате образуется хроматная плёнка из соединений хрома и цинка, которая дополнительно защищает изделие от механических повреждений.
Хроматированное покрытие обычно имеет жёлтый или зеленоватый цвет с радужными разводами.
Различные методы цинкования обеспечивают разную толщину цинкового покрытия и, как следствие, отличающиеся эксплуатационные характеристики, внешний вид и защиту от коррозии. Приводим таблицу со сравнением основных цинковых покрытий:
| Гальваническое цинкование | Термодиффузионное цинкование | Горячий цинк | Холодное цинкование | |
| Толщина (мкм) | 3 - 12 | 9 - 50 | 60 - 80 | 5 - 35 |
| Внешний вид покрытия | блестящее равномерное декоративное, серебристое, желтоватое или голубоватое | матовое сероватое или серебристо-сероватое | блестящее гладкое серое или светло-серое | серебристо-серое |
Коррозионная стойкость в соляном тумане до появления коррозии (часы) | 12 – 96
3 мкм =" 12 час 5 мкм =" 24 час 8 мкм =" 48 час 12 мкм =" 96 час | 96 – 250
9 мкм =" 96 час 15 мкм =" 144 час 30 мкм =" 192 час 50 мкм =" 250 час | 450 - 850 | меньшая, чем у покрытий, нанесённых “горячим” способом |
| Стоимость | средняя | высокая | очень высокая | умеренная |
| Преимущества | экономичность, высокая производительность, равномерное покрытие | очень прочное защитное покрытие | высокая прочность и толщина покрытия, | дёшево, не требует дорогостоящего оборудования, легко наносить несколько слоёв |
| Недостатки | низкая стойкость покрытия, экологически опасно, не подходит для деталей слишком больших или сложной формы | требует дорогостоящего оборудования, длительное, не подходит для очень больших деталей | высокая стоимость, энергозатратно, не подходит для точных деталей, повышенные требования к технологическому процессу | не подходит для агрессивных условий эксплуатации |
| Что обрабатывается | изделия небольших размеров, точные механизмы, фитинги, метизы | изделия в агрессивных средах: трубопроводы, арматура, мебельная фурнитура, фитинги, изделия с отверстиями | крупные детали и конструкции, требующие долговременной защиты | детали любого размера и формы, кроме деталей сложной формы и повышенного класса защиты, детали, которым требуется восстановление поверхности |
Следует иметь в виду, что коррозия – сложный многокомпонентный процесс, а поэтому корреляция между стойкостью в соляном тумане и временем жизни покрытия невелика. Тем не менее тестирование соляным туманом – показательный способ оценки коррозионной стойкости промышленных изделий.
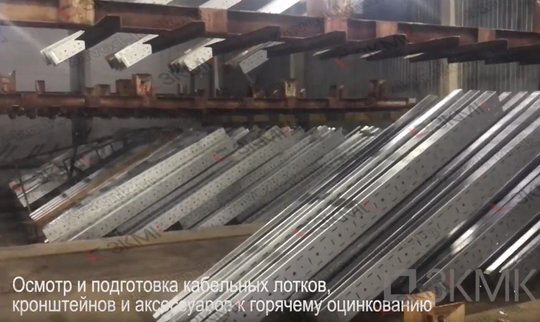
Все виды цинкования требуют тщательной предварительной подготовки поверхности: обезжиривания и зачистки. При горячем цинковании, в силу сложности технологического процесса, легко допустить брак. Основные признаки брака оцинковки:
- отслоение и хрупкость цинкового слоя,
- шероховатость, каверны, потёки или царапины на покрытии,
- неоднородный внешний вид или тёмный цвет готовых изделий.
При холодном цинковании требования к используемому оборудованию существенно ниже, однако есть жёсткие требования к температуре обрабатываемой поверхности – она должна быть минимум на 3°C больше, чем точка росы. В противном случае резко ухудшаются сцепление и прочность защитного слоя.
Кроме того, горячее и холодное цинкование может привести к проникновению водорода в металл и, как следствие, к значительному снижению прочности креплений. Наиболее подвержены этому детали, оцинкованные гальваническим способом. Такое явление называется водородным охрупчиванием. Для удаления водорода из структуры стали используется отжиг оцинкованных изделий сразу после цинкования.

В зависимости от толщины покрытия оцинкованная сталь делится на три класса цинкования:
| Класс толщины | Масса 1м2 слоя покрытия, нанесённого с двух сторон, г | Толщина покрытия, мкм |
| П (повышенный) | от 570 до 855 включительно | от 40 до 60 включительно |
| 1 | от 258 до 570 включительно | от 18 до 40 включительно |
| 2 | от 142,5 до 258 включительно | от 10 до 18 включительно |
Класс обработки металлических изделий определяет толщину цинкового слоя и, следовательно, механические свойства и сроки эксплуатации. Классификация и технические условия для оцинкованной стали подробно описаны в стандарте ГОСТ 14918-80 (Лист стальной оцинкованный).
Самым лучшим методом считается горячее, или термическое, цинкование. Оно максимально защищает металл от коррозии: толщина оцинковки, полученной горячим методом, составляет в среднем 45-60 мкм и поэтому обеспечивает прочность.
Горячее цинкование, запатентованное почти 190 лет назад, до сих пор остаётся надёжным методом защиты металлов от ржавчины и придания им устойчивости к коррозии. Так, кабельные лотки металлические изготавливают с применением горячего цинкования — это значительно увеличивает срок службы лотков для кабеля и обеспечивает надежную защиту от коррозии в условиях повышенной влажности и агрессивной внешней среды.
При выборе метода цинкования учитываются преимущества и ограничения каждого способа, а также следующие факторы:
- условия эксплуатации изделия, включая степень агрессивности окружающей среды;
- геометрические параметры детали, возможность ее разборки и перевозки;
- требования к декоративным свойствам поверхности.
Для изделий, которые предполагается использовать в агрессивных средах, под воздействием значительных механических нагрузок, а также для обработки изделий со сложными внутренними полостями или мелких элементов предпочтительнее применять горячее, термодиффузионное или гальваническое цинкование. В большинстве других случаев холодное цинкование представляет оптимальное соотношение цена – качество.
Основное различие между горячим и холодным цинкованием – способ нанесения цинкового покрытия: при горячем цинковании на изделие тем или иным способом наносится расплавленный цинк, а при холодном – лакокрасочное покрытие с высоким его содержанием.
Горячее цинкование обеспечивает более толстый и прочный слой, лучше защищающий от коррозии, но дороже и подходит не для всех конструкций. Холодное цинкование дешевле и проще в нанесении, но обеспечивает меньшую защиту.





















































Добавить комментарий