Для защиты железосодержащих сплавов от коррозии используют оцинковку. Гальваническое цинкование – самый простой и дешевый способ оцинковать металлическую поверхность. Во время гальванической оцинковки на изделие наносится покрытие в растворах электролитов под действием электрического тока. Поэтому способ называют также электрохимическим.

В процессе гальванического цинкования обрабатываемую деталь погружают в химический раствор (электролит) и подключают к отрицательному полюсу источника постоянного тока. Цинковый анод (источник металла для покрытия) подключают к положительному полюсу. Под воздействием разности электрических потенциалов цинк осаждается из электролита на деталь.
Толщина цинкового покрытия - от 6 до 20 мкм (для жёстких условий - 40 мкм). Этого недостаточно, чтобы эксплуатировать обрабатываемое изделие в агрессивной среде, но хватает для нормальных условий. Готовое изделие имеет серебристый, серый или зеленовато-жёлтый цвет и обладает отличными декоративными качествами.
Кроме гальванической ванны, источника тока и анодов, в цехе гальванического производства обязательно должны быть вспомогательные ванны: промывки, сушки, приготовления растворов, а также ёмкости для хранения электролитов, шкафы для сушки, насосы.
Помещения, где наносят защитные покрытия, должны быть оснащены вытяжкой и системой удаления химических отходов, так как в процессе электролиза выделяются вредные для человека и окружающей среды вещества. Крайне не рекомендуется производить гальваническую оцинковку в домашних условиях.
Качество гальванического покрытия зависит от применяемого электролита. Электролиты делятся на две группы:
- простые кислые – сульфатные, хлоридные, борфтористоводородные, в которых цинк находится в виде гидротированных ионов;
- сложные комплексные – цианидные, цинкатные, аммиакатные, пирофосфатные, в них цинк присутствует в виде комплексных ионов, заряженных отрицательно или положительно.
Самое дешёвое и низкокачественное гальваническое цинкование производится с использованием простых кислых электролитов из соли цинка и серной кислоты. К таким растворам добавляют поверхностно-активные вещества, соли щелочных металлов и иные добавки для улучшения качества покрытия.
От состава электролита зависит характер осадков на катоде и скорость осаждения, и в итоге, качество цинкового покрытия.

На производстве гальваническая оцинковка проводится в строгой последовательности. Нарушение технологического процесса снижает качество покрытия или приводит к браку.
- Очистка. Детали обрабатывают обезжиривающими и щелочными смесями - очищают поверхность от ржавчины, окалины и остатков краски и смазочных материалов.
- Электролитическое обезжиривание.
- Травление и декапирование в растворе воды и соляной кислоты, чтобы удалить остатки грязи, ржавчины, окалины и окислов.
- Непосредственно гальваническая оцинковка.
- Осветление металла в растворе азотной кислоты для удаления с поверхности окисной плёнки.
Технологически цинкование производится либо на подвесочной линии (с поочерёдным погружением в различные ванны), либо в барабанах. Подвесочная линия подходит для металлоконструкций, деталей машин и механизмов и мебельной фурнитуры, барабаны – для деталей небольшого размера (метизов).
После каждого этапа деталь промывают чистой водой в проточной ванне, чтобы удалить загрязнение и следы электролита, а также сушат.
Для усиления защитных свойств дополнительно проводят пассивирование в растворе хромовой кислоты, фосфатирование или кадмирование. Для придания изделию декоративных свойств и улучшения покрытия в электролит при цинковании добавляют блескообразователи.
Брак на производстве отсеивают во время последнего этапа технологического процесса – контроля качества. Обязательно оценивают толщину слоя цинка, его целостность, равномерность и отсутствие разрывов.
Основные признаки брака при оцинковке:
- отслоение и хрупкость покрытия,
- шероховатость покрытия,
- точечные каверны и царапины,
- разнотипный внешний вид или тёмный цвет готовых изделий.
Частые причины брака – нарушение технологического процесса, неправильное приготовление электролитов, плохая подготовка деталей к гальванизации.

Метод электролитического цинкования используется для защиты металлоконструкций во всех отраслях промышленного производства. Однако гальваника не обеспечивает достаточной защиты от коррозии в агрессивных средах, в частности, при непосредственном контакте оцинкованных деталей с водой.
Чаще всего электрохимическим методом обрабатывают металлоизделия:
- листовой металл и прочий сортамент чёрного металлопроката,
- строительные конструкции – ограждения,
- опоры и сваи из чёрной стали, всевозможные чугунные изделия,
- детали и узлы станков, машин, производственного оборудования, детали сельхоз- и дорожно-строительной техники,
- метизы, крепёж, фитинги,
- металлическая мебель для пищевых производств, лабораторий и медицинских учреждений,
- детали точных приборов, ювелирные изделия,
- бытовой и сельскохозяйственный инвентарь, слесарные и прочие инструменты,
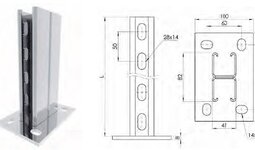
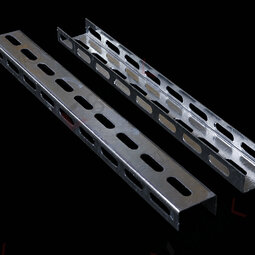
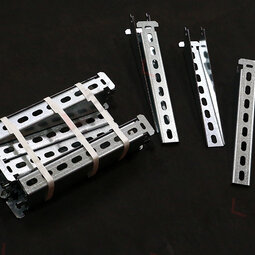
- металлические кабельные лотки для надёжной защиты и крепления кабельных систем, крышки кабельных лотков, кабельные полки и стойки, короба металлические для прокладки кабеля.
Гальваническое цинкование не рекомендуется для обработки высоконагруженных деталей и деталей, работающих в агрессивных средах, при температуре свыше 250°С или в пресной горячей воде при температуре свыше 60°С.
- Экономичность и высокая производительность. Гальваника в несколько раз дешевле горячего цинкования, меньше расходует цинк и не требует дорогостоящего оборудования.
- Сравнительная простота технологии. Не нужна высокая квалификация персонала.
- Равномерное покрытие. Практически не влияет на геометрические размеры изделия и, в отличие от горячего цинкования, не оставляет наплывов, потёков и капель. Поэтому гальваника используется при производстве метизов и прецизионных деталей.
- Достаточная механическая прочность, особенно при финишной обработке изделий фосфором или кадмием.
- Аккуратный и эффектный внешний вид готовых изделий. Часто используется в оформлении современных интерьеров.

- Основной недостаток гальванического метода – низкая коррозионная стойкость изделий (около 140 часов в камере нейтрального соляного тумана). Поэтому гальваническое цинкование не применяют для деталей, которые работают в агрессивных средах.
- Невозможно нанести покрытие на изделие сложной конструкции, на места с резьбой, углублениями или соединениями вследствие отсутствия электропроводимости.
- Подготовка технологических составов. Неправильно приготовленный электролит приводит к некачественному осаждению цинковой плёнки.
- Ограничение на размер обрабатываемых деталей – определяется размерами ванны.
- Водородное охрупчивание – процесс охрупчивания и разрушения некоторых металлов при воздействии атомарного водорода. Возникает при подготовке поверхностей высокопрочных изделий к цинкованию.
- Склеивание деталей. Существенный недостаток методов оцинковки, использующих жидкий электролит: гальванического и погружного. Мешает демонтажу изделий.
- Низкая степень устойчивости покрытия. Гальваническое покрытие не содержит интерметаллидных соединений и состоит целиком из цинка, поэтому стойкость покрытия напрямую зависит от качества гальванизации - от количества слоёв.
- Вредное воздействие на окружающую среду. Гальваническая оцинковка – экологически грязный процесс нанесения защитных покрытий.
Требования к металлическим и неметаллическим покрытиям, наносимым для защиты от коррозии, определяет ГОСТ 9.301-86 – Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования.
Единая система защиты от коррозии и старения в части металлических и неметаллических покрытий описывается ГОСТ 9.005-72 и ГОСТ 9.008-2021.
Рассеивающая способность электролитов при получении гальванических покрытий описывается в ГОСТ 9.309-86, а методы приготовления и корректирования электролитов – в РД 50-664-88.
Общие требования безопасности труда при производстве металлических и неметаллических органических покрытий регламентирует ГОСТ 12.3.008-75.
Дополнительные нормативне документы: ГОСТ 9.308-85 регламентирует методы ускоренных коррозионных испытаний, ГОСТ Р 58431-2019 – общие требования к воде для гальванического производства и схемы промывок.
Зарубежные стандарты, регулирующие гальванизацию – UNI ISO 2081 и ISO 1461.
Другие методы нанесения защитного цинкового покрытия на металлоизделия:
- горячее, или погружное, цинкование – самый простой способ: изделие окунают в ванну с цинковым расплавом.
- холодное цинкование – цинкосодержащий состав наносится на поверхность металла как обычная краска.
- газотермическое цинкование – горячий жидкий цинковый расплав распыляют в потоке газа. Используется только для больших сложной формы металлоконструкций.
- термодиффузионное цинкование – цинковое покрытие наносится на детали во вращающемся барабане при высокой температуре.
Из вышеперечисленных, гальваническое покрытие цинком наиболее распространено как недорогое, простое и не требующее высокой квалификации. Но подходит не во всех случаях и не для всех деталей.

Гальваническое цинкование в домашних условиях возможно, но сопряжено с трудностями. Вам понадобится:
- зарядное устройство мощностью 2-6 ампер,
- зарядное устройство на 6-12 вольт,
- стеклянный сосуд (ванна),
- устройство для нагревания и перемешивания электролита,
- точные весы,
- электролит, купленный или приготовленный самостоятельно.
Оцинковка заготовок требует соблюдения пропорций реактивов, правил безопасности и технологического процесса. И даже тогда получаемое защитное покрытие бывает недостаточно стойким. Также поточное производство требует повышенного водо- и электроснабжения и системы утилизации химических отходов.
Поэтому в домашних условиях предпочтительнее цинкование холодным способом, для которого требуется только спрей с цинковой краской и средства индивидуальной защиты.






















































Добавить комментарий